Doubl-Kold’s Control System
Over the last 25 years Doubl-Kold developed a very extensive control system for the refrigeration and controlled atmosphere storage industry. Having both engineering and refrigeration departments in the same company gives us a wealth of experience to draw from, and with our substantial customer base we have developed some software that meets or exceeds most plant operations.
Welcome to Frostbyte...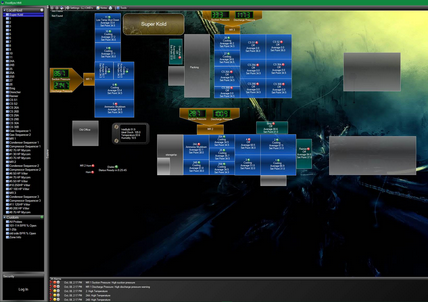
Because of our experience, we have come up with some design rules over the years to ensure the integrity of the customer’s product over anything else. Our standards of temperature control work within a tenth of a degree when maintaining zone control.
Data integrity is important for users to be able to ship product out of the country, so we encrypt all the data that’s stored in each daily file.
Some of the things history has taught us is that no matter what control you have whether PC or PLC based, equipment will fail eventually. So this has led us to develop a split system consisting of one Human Machine Interface refered to as an 'HMI' computer connected to one or more control computers.
The split system has multiple benefits...
- A virus can destroy the HMI computer's software with typical daily usage or the computer itself could stop running. If this happens it will have no effect on the control computer or multiple control computers running the actual control system software.
- Breaking a large plant in to more manageable chunks, say one building or 20 zones per control computer. If one machine crashes only a small section of the overall facility is down. If a controller fails, a backup system is in place on the HMI computer to run the lost controller's program where it last left off. This is due to a small program that backs up all the data, logs, programs, and user files from each of the controllers to the HMI four times a day. In a worst-case scenario only a few hours may be missing from the data.
- To help limit the problems that can take a system down we can also split up the communication into separate runs, making it easier to run communication wiring and limit the number of control panels on each line.
Along with the HMI and controller setup we design our systems with another kind of backup, a mechanical kind that can be engaged in a worst case scenario, like if all the computers had been stolen or a power failure in the room that houses the computers.
Our typical manual backup setup...
We incorporate toggle switches for most of the digital I/O. This means you can get any zone up and basically cooling without the computer control system running.
Low temp. stats have two basic uses on the system; it can act as a low temperature trip safety when it is in manual operation. The second is to set the stat to go a little cooler and used as a backup safety to the computer control system.
Pressure switches and micro control panels for compressors and condenser control. Under normal computer control these are set outside of normal operating values, and can be engaged if the control system is down.
The User Interface aka HMI...
We know that there are a number of facility operators that would like the ability to customize their displays. So what we did is give them a system they can be comfortable with by allowing customization of the user interface. Colors, fonts, screen layouts, alarm setup, security and other types of customizable tweaks.
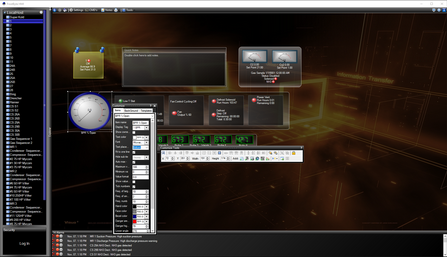
When in editing mode all the items on the screen become movable, re-sizable, and can have any of their individual properties changed.
Let's say you want the dial shown for the BPR motor to be a digital readout, so with a couple of quick clicks the display now shows the digital style of display. Also while this item is still selected any of its other properties can be modified.
This not only helps legibility but also lets users design ideal layouts to fit their individual needs.
Computer Hardware...
The computers we use are standard everyday PCs, running the Windows operating system. There is nothing special (unless the customer requests it) about the PCs. We have minimum requirements that are inexpensive and easy to replace locally. With our years of experience and using many types of computers, single board PC104, industrial, desktop, touch screen, or built from scratch, we have worked with them all in some of the worst environments. You would be amazed that inexpensive PCs had outlasted even the expensive industrial machines we tested.
How much impact does this control system put on these computers? Generally, with our control system maxed out it uses about 2%-5% of the CPU time running the software. This is a big difference between PLCs or the popular canned software systems that can grab up to 95% of all system resources leaving no room for anything else to take place including a simple screen saver.
PC vs. PLCs...
Why do we use PCs? When a PLC is developed, specialized tools just for that PLC brand is also developed to program it. These specialized tools run on PCs, and you need a PC to upload your project to the PLC. As computers and their operating systems change older PLC development tools may no longer be supported for a PLC that's 10 years old.
PLCs tend to only run ladder logic, but the ladder logic setup for the original PLC is not transferable to another brand/model of PLC, causing the developer to adapt all that old logic to a different brand of PLC, costing the company time and money in redeveloping and or retraining of their personnel. Another downfall is that all the I/O is built right in to the PLC. If a single I/O point burns out, the logic will need to be rerouted to a different point or the whole PLC will need to be replaced if it is too old for upgrade.
We developed our system with Microsoft's programming language and we stay current with programming changes. We maintain older versions of our software, and make sure that all our customers will have a direct upgrade path to the latest software version, with little or no down time. The other benefit is if one I/O point is burned out, one I/O point is replaced, because the I/O is separate from the brains and easily swapped out.
I/O Hardware and Communications...
The main I/O hardware we work with is Opto 22. They have been in business for over 40 years and still supports some of their oldest equipment. All the manufacturing is still done in the USA.
The Opto 22 hardware is solid, and has been known to take a lightning strike now and again with minimal damage.
With the Opto hardware we have two ways of communicating with it, Serial 422 (multichannel) or TCP/IP. Both communication packages have advantages over the other, so it usually comes down to what will work the best at that particular facility.
We have built in hardware troubleshooting that allows you to view the communication, I/O points and any errors.
System Security...
 To make any changes in the control program, a person will need to have a user name and password set up on the system. To help facilitate this an administrator for the plant is usually chosen to oversee, add, edit, or remove users from the system.
To make any changes in the control program, a person will need to have a user name and password set up on the system. To help facilitate this an administrator for the plant is usually chosen to oversee, add, edit, or remove users from the system.When any changes are done on the system, or when someone logs in or out, the system keeps track of it by recording the event into a daily log. These can be back tracked up to a year or more and can help someone see when a problem had occurred.
Other events such as computer reboots, errors, and when an alarm clears are all saved in the daily logs.
Graphing and Data Logs...
As mentioned earlier we save all the facility's data into daily encrypted data files. Just about any point that is visible on screen is saved in two minute intervals from midnight to midnight.
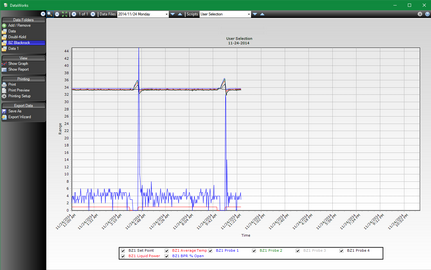
A one day file for a 12 zone facility is about 700 kilobytes on our system, so it's easier to copy to a remote computer for viewing.
To make the data easy and quick to navigate, we developed user configurable scripts in the graphing program. The scripts allows the user to select only the information they are interested in each day and once the script is saved just click on it, select the dates to be viewed and the system will generate a graph and log sheet of all the data associated with that script.
After the data has been generated, the logs can be searched and highlighted. The program can also flag any data that's missing and give a quick report.
Another tool is also available to record custom data that an operator may need, like trying to catch an event that might require someone to sit all day watching. Unlike our standard data this one gives more options for recording interval (1 second to once every 24 hours) and gives you some points not normally found in the regular data list.
You also have the option to save data and view it in an Excel format (no encryption).
Energy Savings...
Over the years we have worked very closely with energy engineering companies to provide a host of energy savings features for our customers. We have advanced control for compressor trimming, VFD control and monitoring, ideal condensing sequencers, wet bulb algorithms, and power monitoring. We also have some advanced plant cycling to avoid high energy costs during peak hours.
Proactive vs. reactive control for energy savings:
While reactive power monitoring can save money, these type of plans tend to sacrifice the product, and just shut down the whole plant for a given time.
What we do is proactive control. Meaning the plant supervisor can schedule parts of the plant to scale back during known peak times, but the control will still monitor any zones currently off during cycling for high temperature limits and zone to run for a while to keep the product intact. This will have the effect of shedding the load needed to run the plant, so less compressor and condenser will be needed without a complete system shutdown.